


3Dプリンターについて
About 3D printer
3Dプリンターとは
3Dプリンターとは、3Dデータをもとに薄い層を一層ずつ積み重ねることで立体造形物を製作する装置のことです。
3Dプリンターには、「熱溶解積層方式」「光造形方式」「粉末焼結方式」「インクジェット方式」「粉末固着方式」の5つの造形方式があります。 なかでも、よく用いられているのが、「熱溶解積層方式」と「光造形方式」の2種類です。
弊社の3Dプリンターは「光造形方式」です。
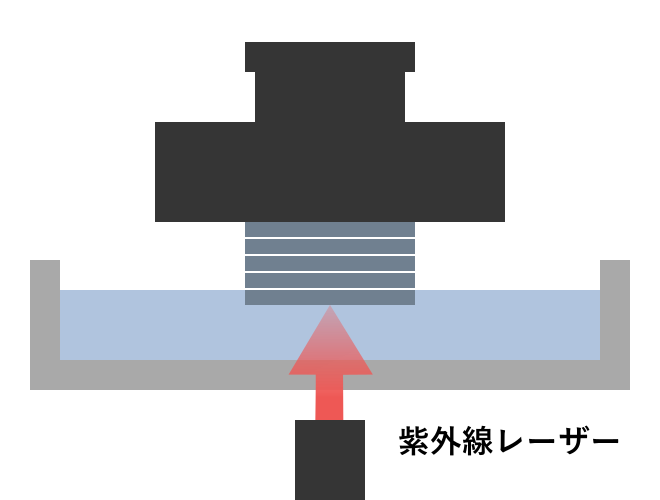
光造形方式
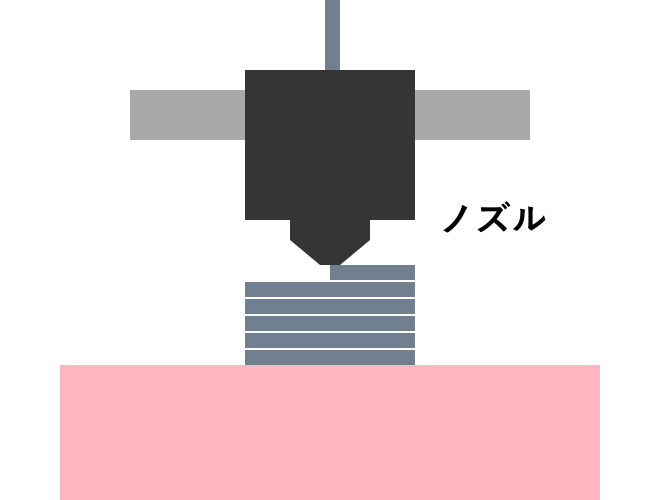
熱溶解積層方式(FDM)
特徴
| 光造形方式 | 熱溶解積層方式(FDM) | |
|---|---|---|
| メリット |
|
|
| デメリット |
|
|
設備の仕様
| 造形方式 | 光造形 |
|---|---|
| XY解像度 | 25μm |
| レーザースポット径 | 85μm |
| 最大造形サイズ(D×W×H) | 145×145×185mm |
| レイヤーピッチ | 25~160μm |
| 対応ファイル形式 | .stl / .obj |
造形手順
Step 1
3Dデータを専用ソフトに取り込み、プリント条件の設定をする
Step 2
専用ソフトで設定したプリント情報をプリンタ本体へ転送して、造形を開始する


Step 3
造形したパーツの表面に残る薄い液体レジンの層を洗浄して乾燥させる
機械的特性を最大限に発揮できるように、UVを照射して二次硬化させる

Step 4
造形時に必要なサポート材を除去する
サポートを外す際にパーツの表面に残るサポートの痕を除去して仕上げる


取り扱い材料
3Dプリンター用レジンは紫外線硬化樹脂(UV硬化レジン)です。
光造形3Dプリンターは、液体のUV硬化レジンにUV光を照射してから個体に造形します。
以下に弊社で現状取り扱いの材料を記載します。
他にも硬くしなやかで復元力のあるものやより強度や硬度が高いもの、シリコンパーツの試作に最適なもの、耐熱性のあるものなどについても造形可能です。
ご相談いただければ対応いたしますのでご相談ください。
その際は検証にお時間をいただく場合がありますのでご了承願います。
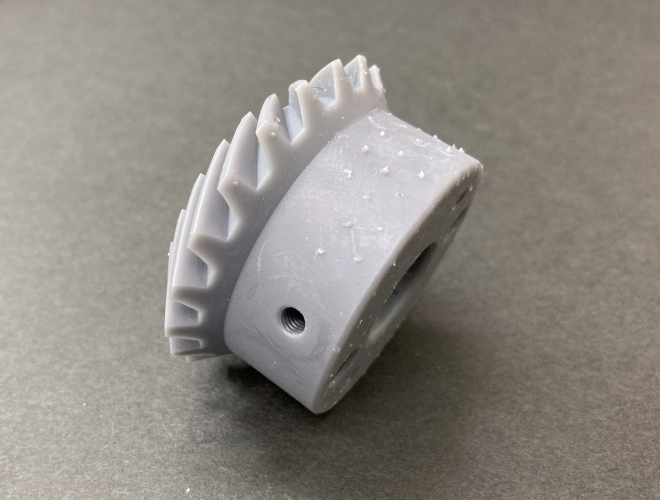
グレイレジン
繊細かつ正確なディテイルを表現できる汎用性のあるレジンです
光沢のない灰色のレジンでモックアップやフィギュアなど造形を美しく見せたい用途に向いています
物理的性質
| 最大引張強度 | 38MPa |
|---|---|
| 曲げ弾性率 | 1.3GPa |
| 荷重たわみ温度(高荷重) | 42.7℃ |
| 荷重たわみ温度(低荷重) | 49.7℃ |
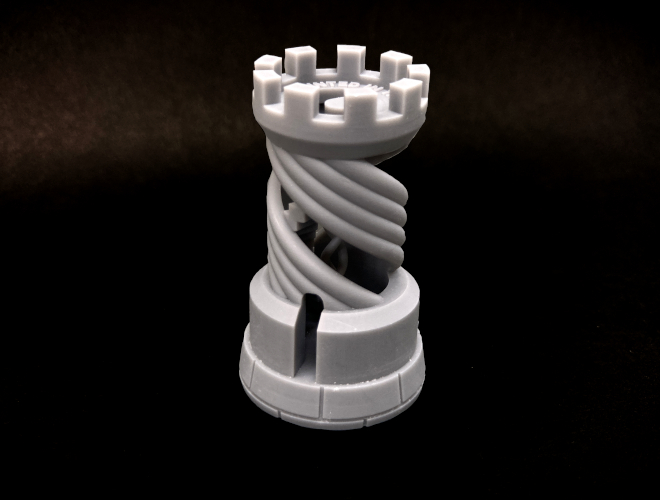
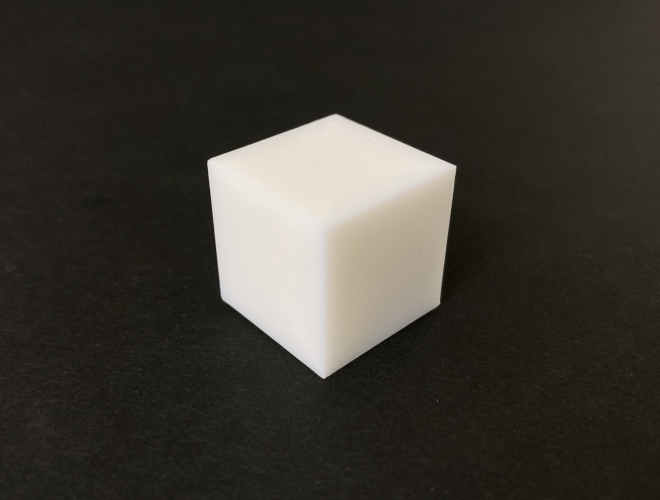
ホワイトレジン
繊細かつ正確なディテイルを表現できる汎用性のあるレジンです
光沢のない白色のレジンでモックアップやフィギュアなど造形を美しく見せたい用途に向いています
物理的性質
| 最大引張強度 | 38MPa |
|---|---|
| 曲げ弾性率 | 1.3GPa |
| 荷重たわみ温度(高荷重) | 42.7℃ |
| 荷重たわみ温度(低荷重) | 49.7℃ |

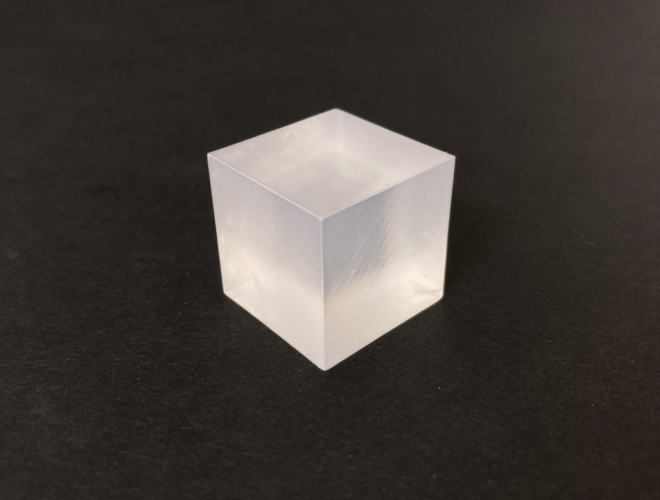
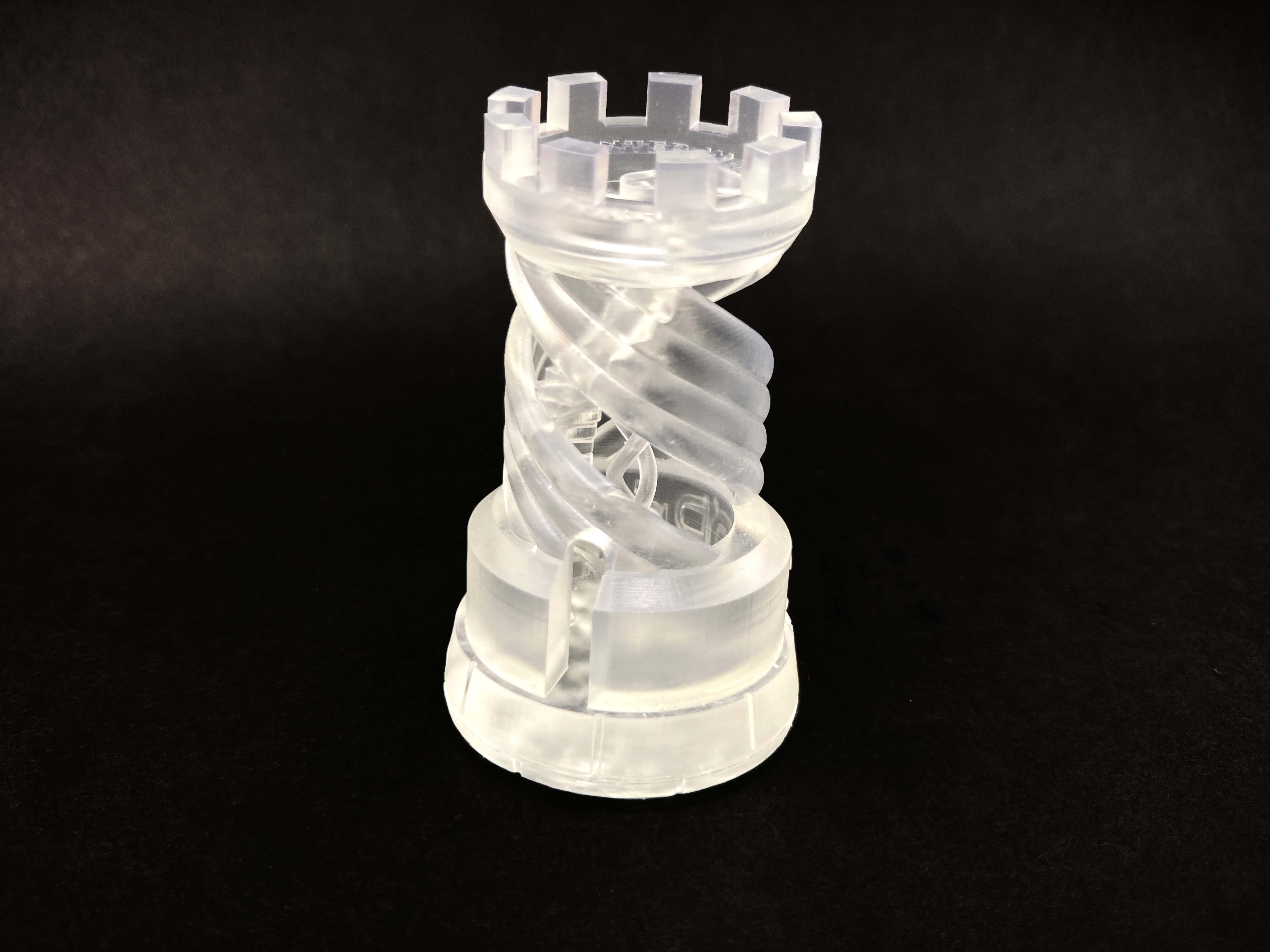
クリアレジン
透明性に優れるレジンです
内部のディテイルを表現したい時、またはプロトタイプを窓状に仕上げたい用途に向いています
研磨やアクリルスプレーで仕上げることにより、透明性を上げることができます
物理的性質
| 最大引張強度 | 38MPa |
|---|---|
| 曲げ弾性率 | 1.3GPa |
| 荷重たわみ温度(高荷重) | 42.7℃ |
| 荷重たわみ温度(低荷重) | 49.7℃ |
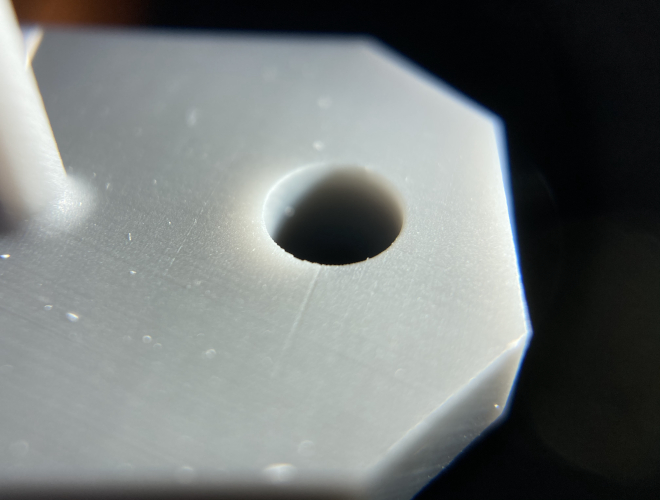
積層ピッチ
3Dプリンターでは、ごく薄い材料の層を積み重ねて造形していきます。
そのごく薄い層が積み上げられる一層が積み上げられる一層あたりの厚みのことを積層ピッチといいます。
積層ピッチが細かいほど造形物の表面は滑らかに見え、高精細な造形物となります。ただし、積み上げられる層が増えるほど造形時間は長くなります。
また、水平方向の寸法精度は積層ピッチに依存しないため、積層ピッチが細かいほど寸法精度が良いというわけではありませんので注意が必要です。
弊社では見た目の精細さから、通常50μmを推奨させていただいております。製作事例もご参照いただき、お客様のニーズに合わせて選んでいただければと思います。
積層ピッチ 50μmの表面
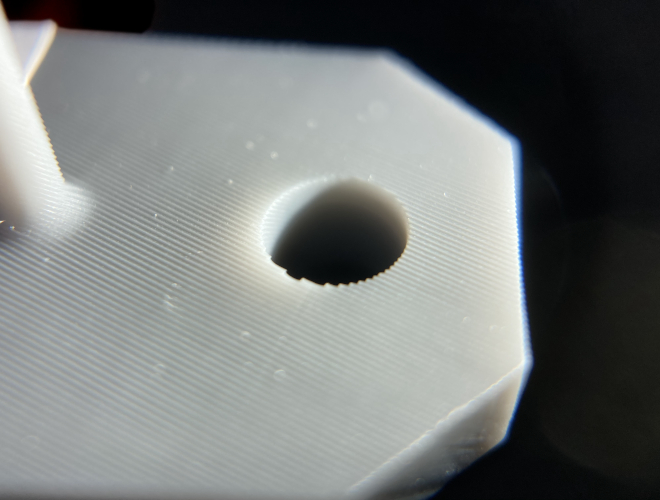
積層ピッチ 160μmの表面
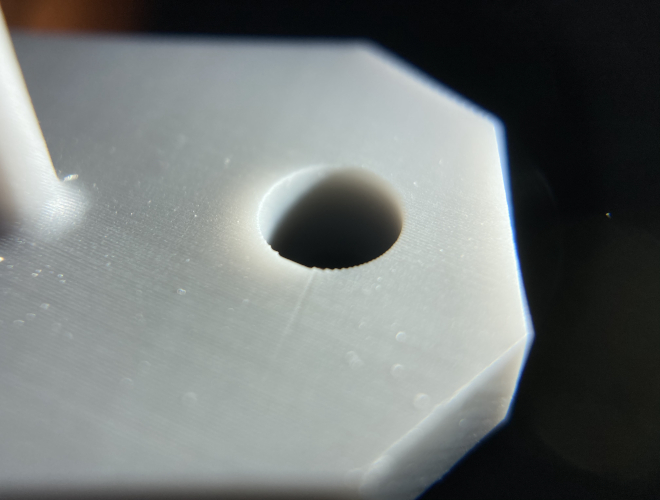
積層ピッチ 100μmの表面

積層ピッチ 25μmの表面
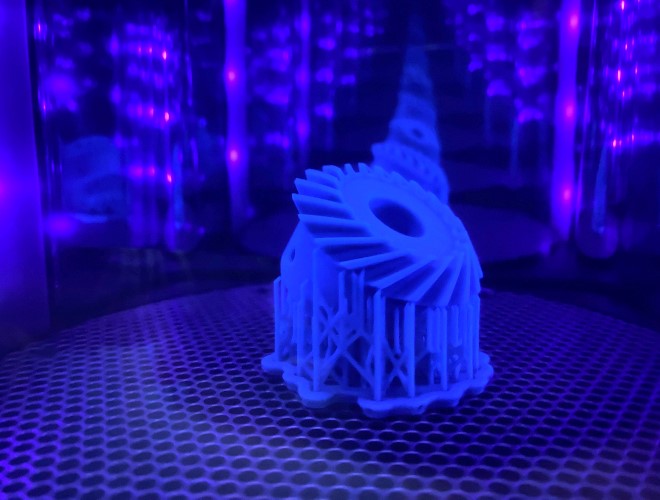
サポート材
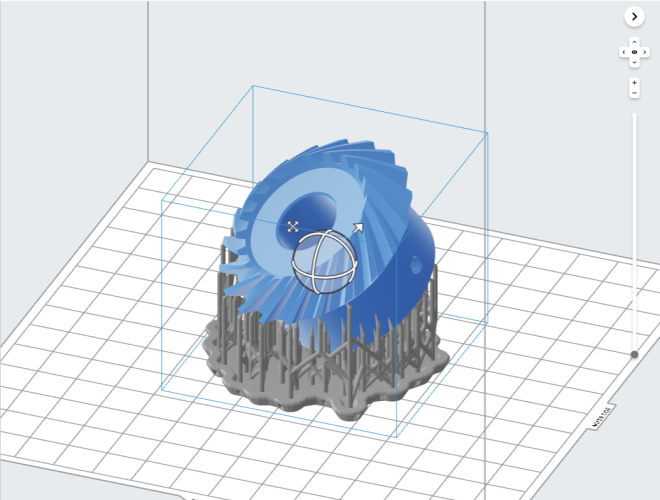
3Dプリンターでの造形時は、造形物が崩れないようにサポート材が必要となります。
サポート材は造形物と一緒に造形されます。
サポート材は基本的に張り出して宙に浮いているオーバーハング部やブリッジ部、穴部がある形状のものに必要となります。
サポート材を除去した状態で発送しますが、造形物の形状によっては完全に除去しきれないものもありますので、その際はご相談させていただくことをご了承願います
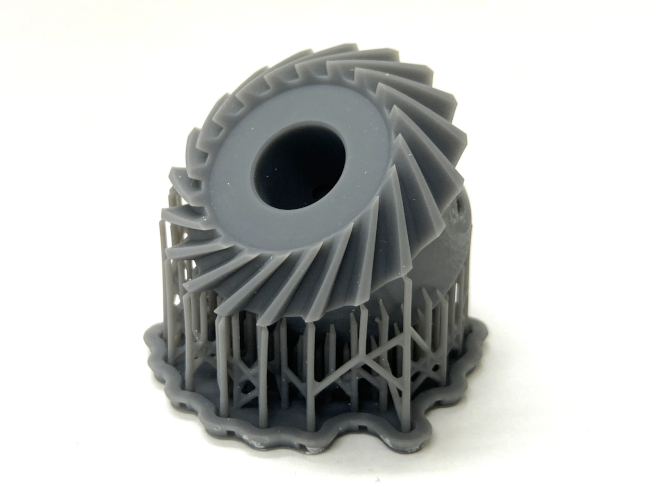
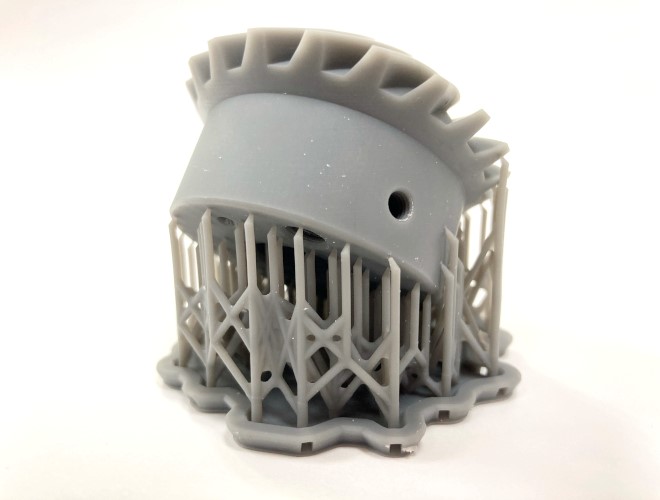
サポート材除去前
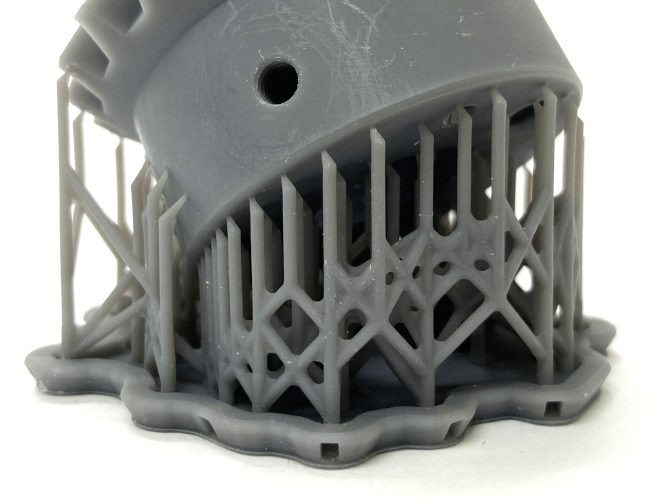
サポート材除去前(詳細)
サポート材除去後

サポート材除去後(サポート材痕除去)
© 2021 3D LITEC FROM BANSHUKIKAI